سبد خرید شما خالیست!
میتواند برای مشاهده محصولات بیشتر به صفحات زیر بروید :
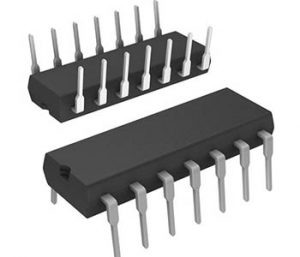
در الکترونیک DIP مخفف Dual in-line package می باشد و به قطعاتی گفته می شود که معمولا سایزی بزرگتر از قطعات SMD و پایه های بلندتری دارند که در مونتاژ برد DIP پایه های این قطعات درون سوراخ هایی که روی PCB در مدار الکترونیکی تعبیه شده قرار میگیرد و از سمت دیگر PCB لحیم شده و درون مدار قرار خواهد گرفت.
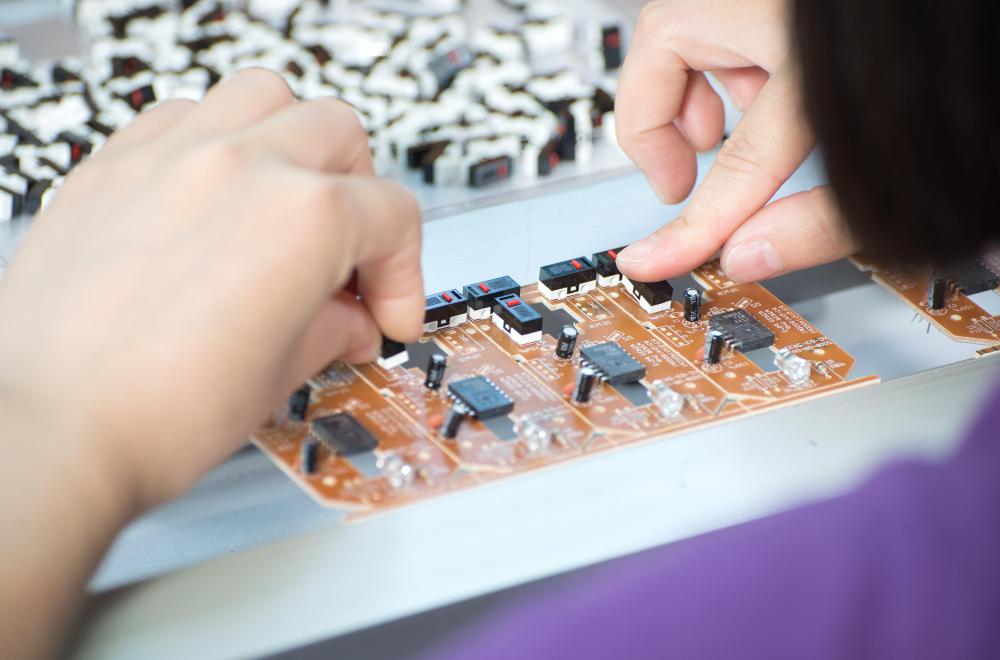
مونتاژ این نوع از بردهای الکترونیکی مراحل مختلفی دارد که باید با دقت و ظرافت تمام انجام شود :
با توجه به مدار الکترونیکی و PCB طراحی شده هر یک از قطعات دیپ جایگاه مشخصی دارند که معمولا روی PCB جایگاه هر قطعه نوشته شده است و به آن اصطلاحا مارکاژ گفته می شود.

تمامی قطعات را با توجه به حساسیت مدارات الکترونیکی و پین های اتصال با دقت بر سر جای خود قرار می دهیم.
برای لحیم کاری در مونتاژ برد DIP چندین راه وجود دارد ساده ترین راه استفاده از هویه می باشد که برای مونتاژ برد الکترونیکی صنعتی استفاده نمی شود.راه دوم استفاده از وان یا حوضچه قلع می باشد و راه سوم استفاده از لحیم کاری موجی است که در ادامه به بررسی آن ها خواهیم پرداخت.
بعد از اینکه قطعه چینی برد دیپ بصورت کامل انجام شد زمان آن می رسد که بردالکترونیکی بر روی سطح قلع مذاب شناور شود.در این مرحله از وان قلع استفاده می شود.
وان یا حوضچه قلع محفظه ایی است که قلع مذاب درون آن قرار دارد و با قرار گیری سطح مسی PCB بر روی قلع ذوب شده ، مس قلع را به خود جذب کرده و باعث قلع گیری پدهای اتصال و قرار گیری قطعات درون مدار الکترونیکی می شود.

لحیم کاری موجی یک فرآیند لحیم کاری است که برای ساخت بردهای مدار چاپی استفاده می شود .در اینروش سطح برد از روی ظرفی از قلع مذاب عبور داده می شود که در آن با استفاده از پمپ یک موج ایستاده از قلع مذاب تشکیل می شود. با تماس برد مدار با این موج، قطعات به برد لحیم می شوند. لحیم کاری موجی هم برای مونتاژ برد DIP و هم برای نصب سطحی یا SMD استفاده می شود . در حالت دوم، قطعات قبل از عبور از موج قلع مذاب، قطعات روی سطح یک برد مدار چاپی (PCB) چسبانده میشوند . لحیم کاری موجی عمدتاً در مونتاژ برد DIP استفاده می شود.
ارتفاع موج لحیم کاری یک پارامتر کلیدی است که باید هنگام تنظیم فرآیند لحیم کاری موج مورد ارزیابی قرار گیرد.زمان تماس بین موج لحیم کاری و مجموعه در حال لحیم کاری معمولاً بین 2 تا 4 ثانیه تنظیم می شود. این زمان تماس با دو پارامتر سرعت نوار نقاله و ارتفاع موج روی دستگاه کنترل می شود که تغییر در هر یک از این پارامترها باعث تغییر زمان تماس می شود. ارتفاع موج معمولاً با افزایش یا کاهش سرعت پمپ در دستگاه کنترل می شود.
با توجه به اینکه در روش وان قلع تمامی پایه ها بصورت همزمان لحیم می شوند امکان وجود خطا در قلع گیری بالا می رود بطور مثال ممکن است برخی پد های کمتر و بخی پدها بیشتر از حد استاندارد قلع جذب کرده باشند برای اصلاح این خطاها نیروی متخصص باید تک تک پدهارا با دقت کنترل کند و خطاهای قلع گیری در مرحله وان قلع را برطرف کند.
بعد اتمام مرحله کنترل کیفت چشمی برد الکترونیکی DIP با استفاده از دستگاه کفچین و یا بصورت دستی تمامی پایه اضافه در زیر برد الکترونیکی را می چینیم.باید دقت کرد در حین کفچینی به قلع و پدها آسیبی وارد نشود و با دقت این عمل انجام شود.
در مرحله نهایی باید عملکرد کلی برد الکترونیکی مورد کنترل قرار گیرد .برای این منظور حتما باید برد الکترونیکی روشن شود و تمامی عملکرد آن کنترل شود.برای این منظور با توجه به عملکرد و الزامات هر برد الکترونیکی شرایط تست بردهای مختلف باهم متفاوت خواهد بود.
یرای لحیم کاری در مونتاژ برد DIP همانطور که گفته شد از فلز قلع استفاده می شود که با استفاده از تجهزات آن رو ذوب و لحیم کاری را انجام می دهیم.ولی قلع استفاده شده در این روش خالص نیست و درواقع بصورت آلیاژی از قلع می باشد.
ترکیبهای اصلی لحیم قلع و سرب هستند، نسبت بین این دو عنصر میتواند نقطهٔ ذوب لحیم را مشخص کند. آزمایشها نشان میدهد که اگر نسبت قلع و سرب در حدود ۶۳٪ قلع و ۳۷٪ سرب باشد، نقطهٔ ذوب در کمترین حد خود و حدود ۱۸۸ درجه سلسیوس خواهد بود.
لحیم کاری سنتی که قبلاً در صنعت الکترونیک استفاده میشدهاست مخلوطی از قلع و سرب است. انواع مختلفی از لحیم کاری برای اهداف متفاوتی استفاده میشود. نوع لحیم کاری استفاده شده برای الکترونیک معمولاً شامل ۶۳ درصد قلع و ۳۷ درصد سرب میشود این اغلب به عنوان لحیم کاری ۶۳/۳۷ شناخته شدهاست. البته لازم به ذکر میباشد که بعد از آلیاژ ۶۳/۳۷، پُرکاربردترین آلیاژ مورد استفاده در لحیم کاری ۶۰/۴۰ میباشد(۶۰ درصد قلع و ۴۰ درصد سرب).
راما الکترونیک در زمینه مونتاژ برد DIP آماده است تا بهترین خدمات را در کمترین زمان ممکن به شما ارائه دهد.شما می توانید برای دریافت اطلاعات بیشتر از نحوه ارائه خدمات روی این فسمت کلیک کنید و یا با شماره های ددرج شده در سایت تماس گرفته تا کارشناسان ما اطلاعات مورد نیاز شما را در اختیارتان قرار دهند.شما همچنین می توانید از قسمت زیر برای برآورد هزینه و زمان مونتاژ برد الکترونیکی خود نیز اقدام کنید.
| توضیحات | Information | Quantity | Price |
|---|---|---|---|
| Discount : | |||
| Total : | |||
همانطور که گفته شد قطعات DIP در حال حاضر عضو جدایی ناپذیری از بردهای الکترونیکی می باشند زیرا هنوز برخی از قطعات اساسی که بصورت معمول در بردها استفاده می شوند فقط بصورت DIP در بازاروجود دارند مثل ترمینال ها ، رله ها و … علاوه بر آن در برخی موارد این قطعات مزایایی هم نسبت به قطعات SMD دارند مثل تحمل گرمایی بالاتر.با توجه به اهمیت این قطعات توضیحاتی در رابطه با تجهیزات مورد نیاز و روش های مونتاژ ارائه گردید که بصورت خلاصه مراحل مونتاژ شامل :1-قطعه چینی 2-لحیم کاری 3-کنترل کیفیت 4-کفچینی 5-تست می باشد.


سلام
علت این که خیلی از پایه ها بعد از وان قلع زدن اصلا قلع به خودش نمیگیره چی میتونه باشه؟
ممنون میشم راهنماییم کنید.
دلیل اصلیش میتونه تمیز نبودن سطح برد باشه